

Inställningar

Checklista av 3D-modeller:
Se till att modellens ytterväggar är intakta
Minsta storlek: 2x2x2mm
Största stolek 256x256x256mm
Definiera väggtjocklek vid hermetisk
Försök undvika vinklar över 40-45°
För rörliga delar räkna med ett mellanrum på 0,5mm
Skicka helst in som STEP eller STL-fil
Checklista inställning vid printning:
Bestäm hur tjocka väggarna skall vara vid printing
Bestäm hur många % ifyllnad som modellen ska ha
Med vinklar över 40-45° så behövs support
Vilken lagerhöjd ska modellen printas med
Vid runda delar med nästintill horisontell vinkel så kan lagrena vara extra synliga och kan motverkas med mindre lagerhöjd lokalt på modellen, säg till om det önskas!
Ironing
Printad på slät eller texturerad yta
Minsta lagerhöjd 0,05mm
Högsta lagerhöjd: 0,8mm
Om inte utskriftsinställningar specificeras kommer modellen printas med följande inställningar:
2mm väggtjocklek
15% ifyllnad
Support vid vinklar över 40°
0,2mm lagerhöjd
Printad på texturerad yta
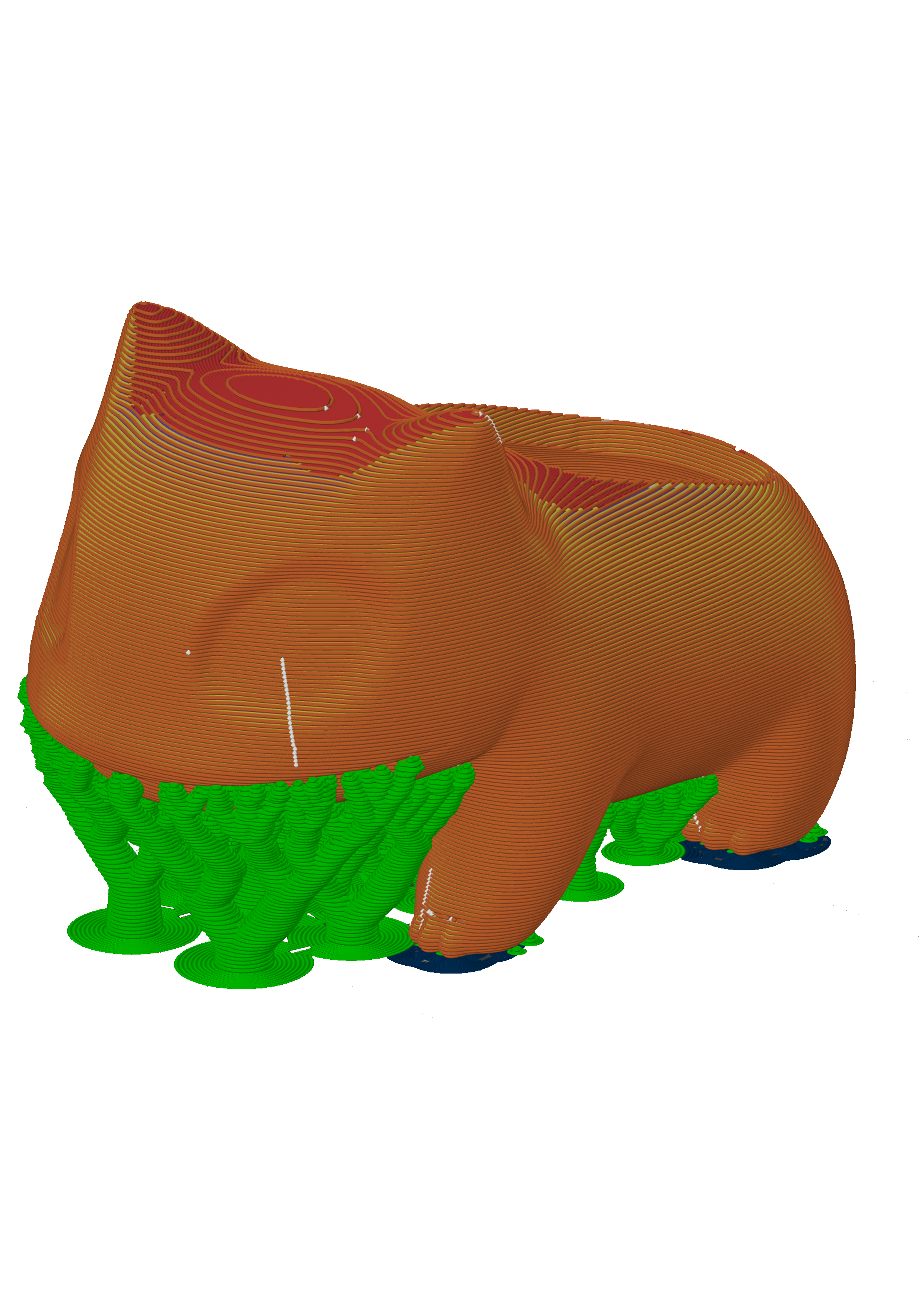
Printningen påverkas av lutningen. När vinkeln blir snäv så börjar printern skriva ut utan stöd och gör att lagrerna inte fäster i varandra. För att kunna skriva ut modeller med snävare vinkel än 40-45° så måste man lägga till stödmaterial/support (se bild nedan) så att printern har en yta att skriva ut material på. Dessa kan ibland vara svårt att separera från modellen när den är färdig och lämnar ofta fulare ytor på modellen.


Lutning/vinklar/overhang

Lagerhöjd

0,2mm lagerhöjd
0,4mm lagerhöjd

0,6mm lagerhöjd
Lagerhöjden är en komromiss mellan detaljer och hastighet. Minskas lagerhöjden får man bättre detaljer men dubblerar då utskriftstiden och därmed kostnaden. Halverad lagerhöjd=dubblerad utskrivningstid.


